注文の電流を通されたステンレス鋼の押すことの部品の薄板金の溶接の処理および製造
評価
製品の説明
製品説明
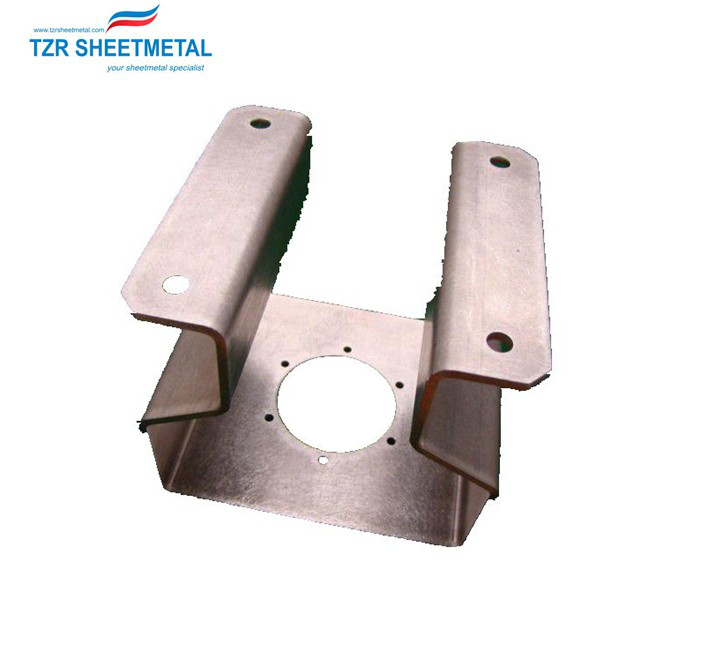
項目 | 部品の薄板金の溶接の働き製作を押すカスタマイズされた構造アルミニウム電流を通されたステンレス鋼 |
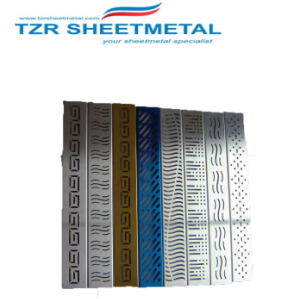
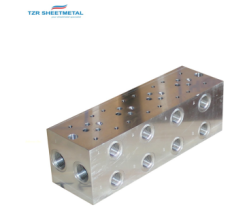
素材 | ステンレス鋼201/304/316、板金(SPCC、SECC)、アルミニウム合金など |
表面処理 | 粉体塗装、亜鉛メッキ、クロムメッキ、溶融メッキ、シルクスクリーン、研磨など。 |
厚さ | 0.5mm〜10mm |
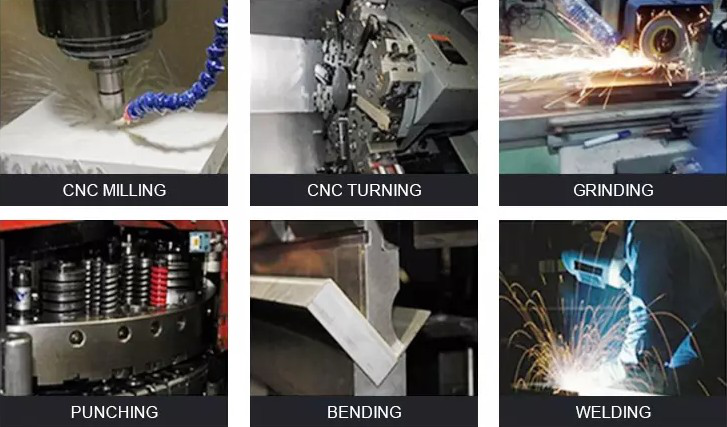
プロセス | レーザー切断、打ち抜き、打ち抜き、曲げ、旋削、溶接、機械加工、表面処理、およびその他の一般的な製造サービス |
設計 | ODM / OEM |
色 | 顧客の要求として |
支払い | T / T、ウェスタンユニオン、ペイパル。生産の前の50%の沈殿物、出荷する前の50%のバランスの支払 |
当社の製品
長期的なコスト削減を含むレーザー溶接のすべての利点にもかかわらず、製造業者はしばしば初期投資コストに落胆します。 LaserNetworkは、最大4台のマシンに単一のレーザーを使用することでレーザー光源の利用率を高めながら、このコストを大幅に削減することができます。これにより、レーザー溶接を生産に導入する際の参入障壁が低くなります。会社が十分な注文と高い機械稼働率を持っていたら、2番目のレーザー源は後付けすることができます。
レーザー溶接を成功させるための鍵の1つは、部品と治具の設計です。固定具はその設計を非常に重要にすることができる多くの必要条件を持っているが、部品設計はギャップを最小にしそして曲げ公差を避けるべきである。固定具は力で隙間を塞ぐだけでなく、部品を一貫して正確に位置決めし、迅速にロードおよびアンロードし、良好なアクセス性を可能にし、同時に溶接プロセスのヒートシンクとしても機能します。パートナーとして、T ZR は、レーザー、板金設計、および溶接プロセスの経験を生かして、お客様がこれらの問題を解決できるようお手伝いします。レーザー溶接は次の論理的なステップであり、T ZR はあなたの製造工程におけるこの技術の実行をサポートするためのノウハウを持っています。
製品の写真


プロセス
パッケージと配送